English Version
1. Defining the Acceptable Quality Limit (AQL)
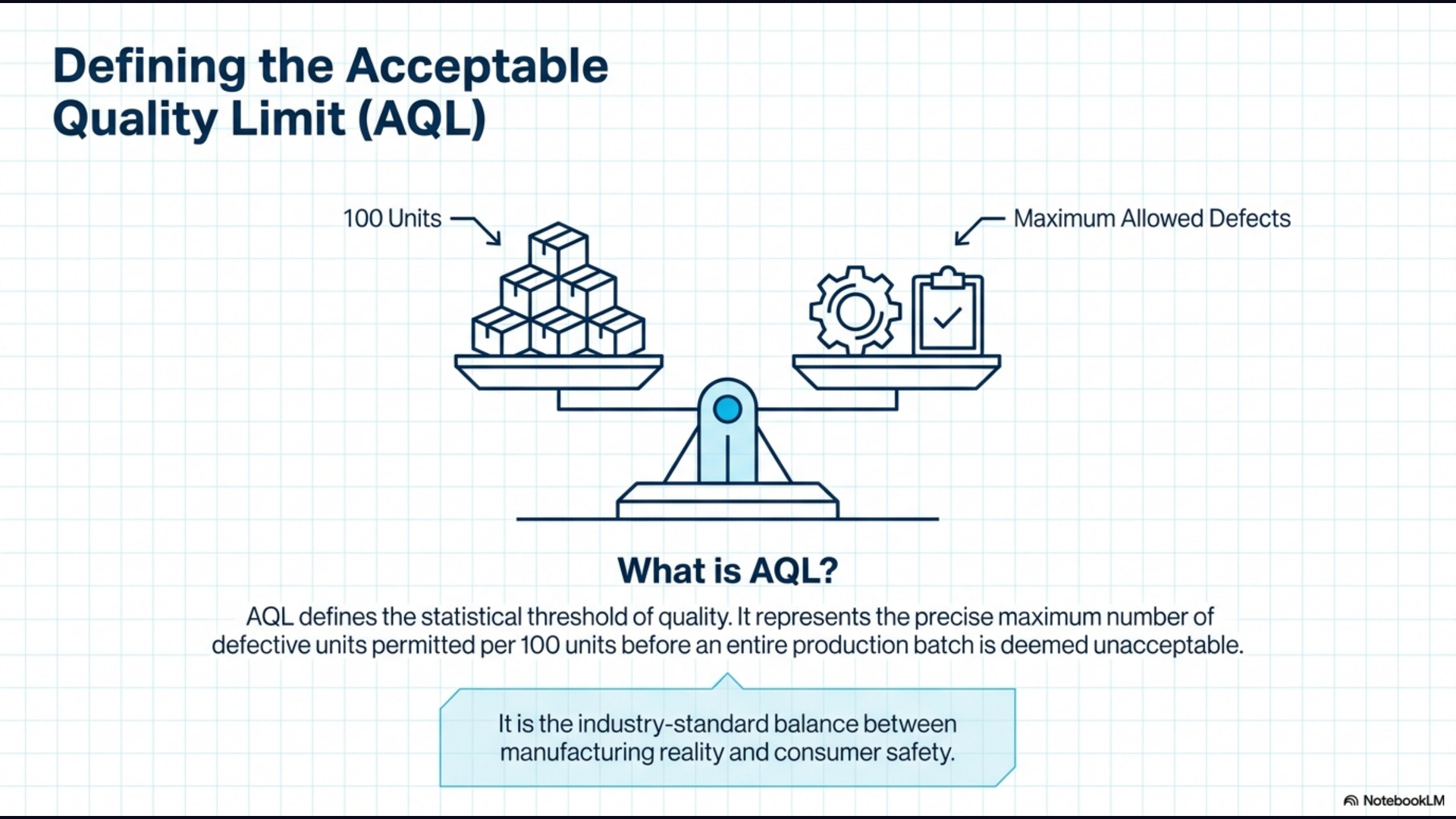
AQL defines the statistical threshold of quality. It represents the maximum number of defective units permitted per 100 units before an entire production batch must be deemed unacceptable.
You can think of it as the industry-standard scale that balances manufacturing reality with consumer safety.
2. The Defect Taxonomy Matrix
Not all defects are created equal. We categorize them into three levels:
| Defect Level | AQL | Description | Impact |
|---|---|---|---|
| Critical | 0.0 | Safety risk or regulatory non-compliance | Direct harm to user, zero tolerance |
| Major | 1.0 | Functional failure or severe operational impact | Product cannot fulfill purpose, likely returned |
| Minor | 2.5 | Aesthetic issue or minor deviation | Product remains usable, unlikely to cause return |
3. The Standardized 6-Step Inspection Pathway
To eliminate bias and guarantee a statistically valid assessment, we follow a strict sequential pathway:
- Define the Batch Size (total lot)
- Find the Code Letter using Table I
- Determine the Sample Size and the Accept/Reject (Ac/Re) thresholds using Table II
- Ensure Random Inspection by applying specific rules like the Square Root Rule
- Inspect and Count Defects during the physical field review
- Compare and Decide whether the batch passes or fails based on the thresholds
4. Mapping Lot Size to a Code Letter
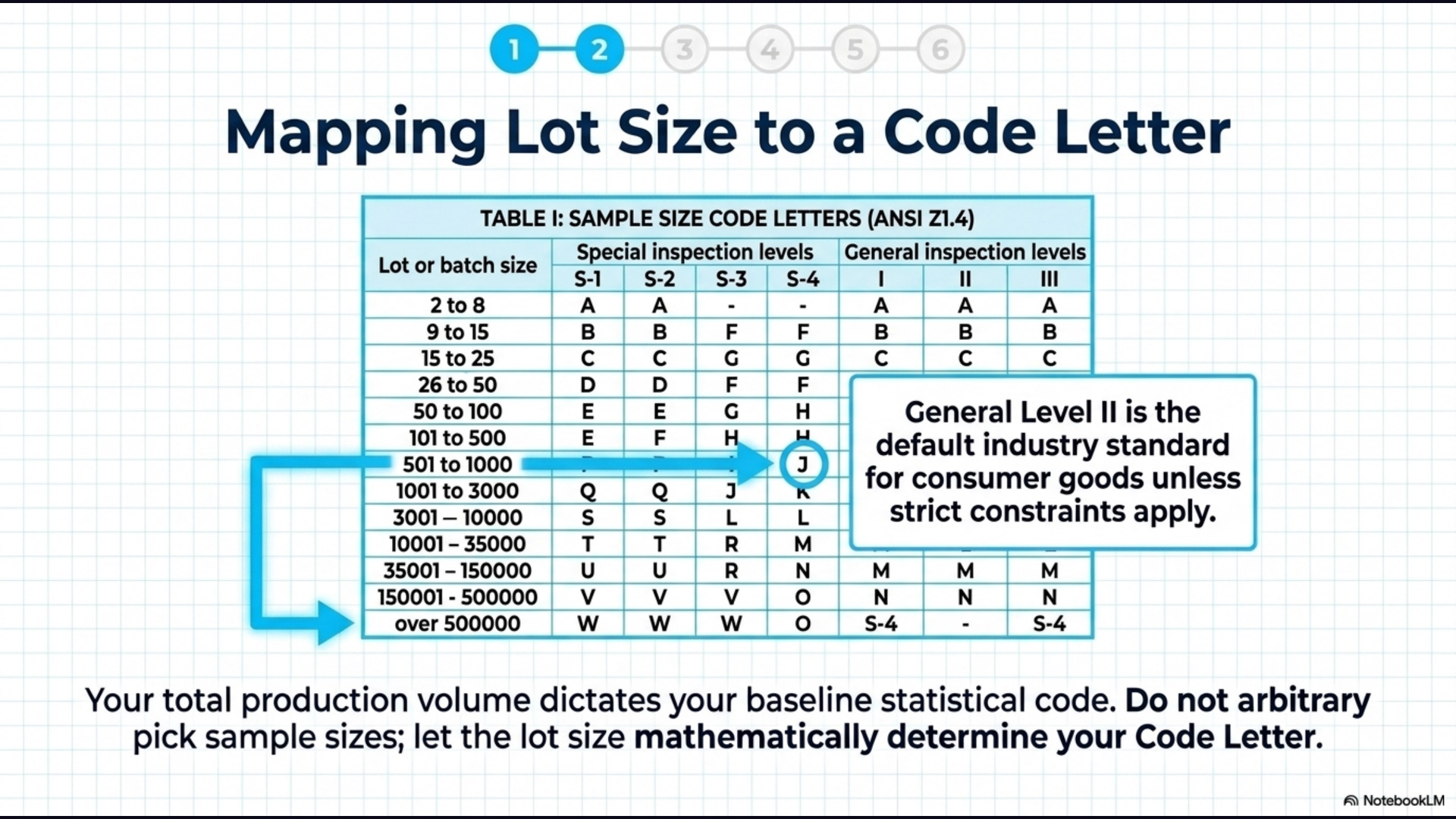
We use Table I to map our total production volume to a specific Code Letter. For consumer goods, General Level II is the default industry standard unless stricter constraints apply.
Example: If you have a batch size between 501 and 1000 units, using General Level II maps directly to the Code Letter ‘J’.
Remember: Do not arbitrarily pick sample sizes — let the lot size mathematically determine your Code Letter.
5. Finding Your Sample Size and Thresholds
Once we have our Code Letter, we move to Table II-A, the master single sampling plan table.
Example with Code Letter J and AQL 1.5:
- Required sample size (n): 80 units
- Acceptance number (Ac): 3
- Rejection number (Re): 4
6. The Geometry of True Random Inspection
During the physical inspection, bias is the enemy of AQL. Inspectors cannot just pull boxes from the top of the closest pallet.
We use The Square Root Rule to determine how many master cartons to open:
Simply pick the square root of your sample size.
Example: For a sample size of 100 units, you would open 10 master cartons (the square root of 100). From there, draw units evenly by hand-picking bases in a grid and pulling items from different levels within the boxes.
7. The Final Call: Compare and Decide
In steps 5 and 6, you execute the physical review of your sample size and categorize every defect strictly into Critical, Major, or Minor.
Then, you enter The Logic Gate:
| Result | Action |
|---|---|
| Defects ≤ Acceptance (Ac) | Accept the batch |
| Defects ≥ Rejection (Re) | Reject the batch |
8. Field Test: End-to-End AQL Application
Let’s apply this to a real-world scenario of a massive 50,000-unit lot:
| Parameter | Value |
|---|---|
| Lot Size | 50,000 |
| General Level | II |
| Code Letter | P |
| Sample Size | 800 units |
Thresholds:
| Defect Level | AQL | Acceptance (Ac) | Rejection (Re) |
|---|---|---|---|
| Critical | 0.0 | 0 | 1 |
| Major | 1.0 | 7 | 8 |
| Minor | 2.5 | 14 | 15 |
The Final Directive:
- Sample exactly 800 units
- Accept the batch if Major defects ≤ 14 AND Minor defects ≤ 21
- Reject immediately if Major defects ≥ 15 OR Minor defects ≥ 22
9. The Universal Quality Equation
In summary, AQL is not guesswork; it is a strict mathematical function.
The Equation: Total Lot Size + General Level II = Code Letter
Code Letter + AQL Targets = Sample Size & Ac/Re Thresholds
By controlling your inputs and enforcing true random sampling in the field, you guarantee predictable, repeatable, and defensible product quality.
中文版
1. 定義可接受品質水平(AQL)
AQL 定義了品質的統計門檻。它代表每一百個單位中允許的最大缺陷品數量,超過這個數量我們就必須判定整個生產批不合格。
您可以將它視為行業標準的平衡尺,兼顧製造現實與消費者安全。
2. 缺陷分類矩陣
並非所有缺陷都一樣嚴重。我們將缺陷分為三個等級:
| 缺陷等級 | AQL | 描述 | 影響 |
|---|---|---|---|
| 嚴重 | 0.0 | 安全風險或法規不合規 | 對用戶造成直接危害,零容忍 |
| 主要 | 1.0 | 功能失效或嚴重運營影響 | 產品無法實現預期用途,極可能被退回 |
| 次要 | 2.5 | 外觀問題或輕微偏差 | 產品仍然完全可用,不太可能導致退貨 |
3. 標準化六步檢驗流程
為了消除偏見並確保統計有效的評估,我們遵循嚴格的順序流程:
- 定義批量(總批次數量)
- 使用表一查找代碼字母
- 使用表二確定樣本數量和接收/拒收閾值
- 確保隨機檢驗,應用特定規則如平方根法則
- 在實地審查期間檢驗並計數缺陷
- 根據閾值比較並決定批次是否合格
4. 將批量映射到代碼字母
我們使用表一將總產量映射到特定的代碼字母。對於消費品,一般檢驗水平二是默認的行業標準,除非有更嚴格的要求。
例如: 如果您的批量在 501 到 1000 個單位之間,使用一般水平二會直接映射到代碼字母 J。
請記住: 不要隨意挑選樣本數量。讓批量大小數學化地決定您的代碼字母。
5. 查找樣本數量和閾值
有了代碼字母後,我們轉到表二A,這是主要的單次抽樣計劃表。
以代碼字母 J 和 AQL 1.5 為例:
- 所需樣本數量(n):80 個單位
- 接收數(Ac):3
- 拒收數(Re):4
6. 真正隨機檢驗的幾何學
在實地檢驗期間,偏見是 AQL 的敵人。檢驗員不能只是從最近的托盤頂部抽取箱子。
我們使用平方根法則來確定要打開多少個外箱:
只需取樣本數量的平方根。
例如: 對於 100 個單位的樣本數量,您要打開 10 個外箱。從那裡,通過在網格中手動挑選底部並從箱子內不同層次抽取物品來均勻抽取單位。
7. 最終判定:比較並決定
在第五和第六步中,您執行樣本數量的實地審查,並將每個缺陷嚴格分類為嚴重、主要或次要。
然後,您進入邏輯門:
| 結果 | 動作 |
|---|---|
| 缺陷 ≤ 接收數(Ac) | 接收該批次 |
| 缺陷 ≥ 拒收數(Re) | 拒收該批次 |
8. 實地測試:端到端 AQL 應用
讓我們將其應用於 50,000 個單位的真實場景:
| 參數 | 值 |
|---|---|
| 批量 | 50,000 |
| 一般水平 | II |
| 代碼字母 | P |
| 樣本數量 | 800 個單位 |
閾值:
| 缺陷等級 | AQL | 接收(Ac) | 拒收(Re) |
|---|---|---|---|
| 嚴重 | 0.0 | 0 | 1 |
| 主要 | 1.0 | 7 | 8 |
| 次要 | 2.5 | 14 | 15 |
最終指令:
- 精確抽取 800 個單位
- 如果主要缺陷 ≤ 14 且 次要缺陷 ≤ 21,接收該批次
- 如果主要缺陷 ≥ 15 或 次要缺陷 ≥ 22,立即拒收
9. 通用品質方程式
總之,AQL 不是猜測;它是一個嚴格的數學函數。
方程式: 總批量 + 一般水平二 = 代碼字母
代碼字母 + AQL 目標 = 樣本數量和接收/拒收閾值
通過控制您的輸入並在實地執行真正的隨機抽樣,您保證可預測、可重複且可辯護的產品品質。
This article is part of our Quality Management series. Watch the English slideshow video at the top, or use the Chinese version below. The speaker icon (🔊) in the post header links to the English learning version.